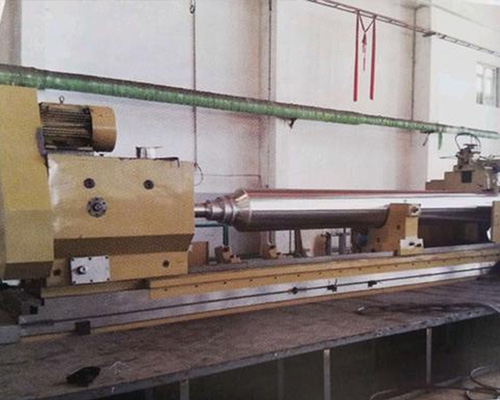
大型磨床对外加工、大型外圆磨床加工
专业造纸机械配件
服务热线
0543-4816168

大型磨床对外加工、大型外圆磨床加工
专业造纸机械配件
服务热线
0543-4816168

联系人:宋经理
联系电话:150-6691-4111
公司座机:0543-4816168
地 址:山东省滨州市邹平市长山镇

纵向进给磨削法(纵向磨法)
砂轮高速旋转,工件装在前后上,工件旋转并和工作台一起纵向往复运动。

横向进给磨削法(切入磨法)
此种磨削法没有纵向进给运动。大型磨床对外加工当工件旋转时,砂轮以慢速作连续的横向进给运动。其生产率高,适用于大批量生产,也能进行成形磨削。但横向磨削力较大,磨削温度高,要求机床、工件有足够的刚度,故适合磨削短而粗,刚性好的工件;加工精度低于纵向磨法。
大型外圆磨床加工批量应大于普通磨床批量
数控磨在非数控磨床加工中、小批量零件时,由于各种原因,纯切削时间只占实际工时的10%-30%。在磨削加工中心这一类多工序集中的数控磨床上加工时,这个比例有可能上升到70%—80%,但准备调整工时又往往要长的多,所以零件批量太小时就会变得不经济。

加工的零件应符合能充分发挥数控磨床多工序集中加工的工艺特点
数控磨床加工零件时砂轮切削工件的情况与对应的非数控磨床是完全一样的,但它可进行一些有加工精度要求的复合加工,大型磨床对外加工如在磨削范围方面,普通磨床主要用于磨削圆柱面、锥面或阶梯轴肩的端面普通磨床磨削,数控外圆磨床除此外,还可磨削圆环面(包括凸及面和凹只面),以及以上各种形式的复杂的组合表面
手机:150-6691-4111 电话:0543-4816168 地址:山东省滨州市邹平县长山镇